
- 普通玻璃刀--
- 规格--适用范围--

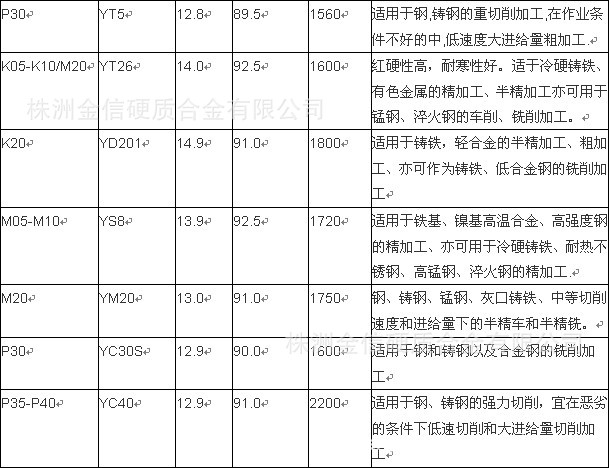
硬质合金刀片牌号选择


根据客户的需求定制非标异型合金
●焊接式切削刀具结构应具有足够的刚性
足够的刚性是以允许的外形尺寸,以及采用较高的刚号和热处理来保证。
●硬质合金刀片应固定靠
硬质合金刀片应有固定牢靠程度,它是靠刀槽及焊接质量来保证的,故要根据刀片形状及刀具几何参数,选择刀片镶槽形状。
在将刀片焊接至刀杆上以前需要对刀片、刀杆进行必要的检查,首先应检查刀片承面不能有严重弯曲。硬质合金焊接面不得有严重渗碳层,同时还应将硬质合金刀片表面及刀杆镶槽中的污垢进行清除,以保证焊接牢靠。
●对焊接用焊料的要求:
为了保证焊接强度,应选择合适的焊料。在焊接过程中,应保证良好的湿润性和流动性,并排除气泡,使焊料与合金面充分接触,无缺焊现象。
●对焊接用溶剂的要求:
建议采用工业硼砂,在使用前应在烘干炉中进行脱水处理,然后进行碾碎,过筛去除机械夹杂物,待用。
在焊接高钛低估细颗粒合金及焊接长而薄的合金刀片时,为减轻焊接应力,建议采用厚度为0.2-0.5mm的薄片或1-2mm的网状补偿垫片进行焊接。
由于硬质合金刀片脆性较大,对裂纹形成敏感,影响刀具使用寿命。
在安装刀具时,刀头伸出刀架的长度应尽量小,否则,容易引起刀具震动,从而损坏合金片。
刀具适用达到正常磨钝时,必须进行重磨,重磨后的刀具,一定要用油石对刃口及刀尖圆角进行研磨,这样会提高刀具的使用寿命及安全可靠性。
烧结过程:
1:脱除成形剂及预烧阶段,在这个阶段烧结体发生如下变化:
成型剂的脱除,烧结初期随着温度的升高,成型剂逐渐分解或汽化,排除出烧结体,与此同时,成型剂或多或少给烧结体增碳,增碳量将随成型剂的种类、数量以及烧结工艺的不同而改变。
粉末表面氧化物被还原,在烧结温度下,氢可以还原钴和钨的氧化物,若在真空脱除成型剂和烧结时,碳氧反应还不强烈。粉末颗粒间的接触应力逐渐消除,粘结金属粉末开始产生回复和再结晶,表面扩散开始发生,压块强度有所提高。
2:固相烧结阶段(800℃--共晶温度)
在出现液相以前的温度下,除了继续进行上一阶段所发生的过程外,固相反应和扩散加剧,塑性流动增强,烧结体出现明显的收缩。
3:液相烧结阶段(共晶温度--烧结温度)
当烧结体出现液相以后,收缩很快完成,接着产生结晶转变,形成合金的基本组织和结构。
4:冷却阶段(烧结温度--室温)
在这一阶段,钨钢的组织和相成分随冷却条件的不同而产生某些变化,可以利用这一特点,对钨钢进行热处理以提高其物理机械性能。











-
 价格面议浙江省
价格面议浙江省 -
价格面议山西省
-
价格面议浙江省 金华市
-
价格面议广东省 广州市
-
价格面议广东省 深圳市
-
价格面议浙江省
-
价格面议浙江省 金华市
-
价格面议江苏省 徐州市
-
价格面议浙江省 金华市
-
价格面议山东省 临沂市