- 加工定制是CNC加工中心,数控铣,电火花,线切割,精雕,铣床,钻床,慢走丝加工能力--
- 35模具材质S136,P20.,718,2344,2738,H13质量体系ISO9001


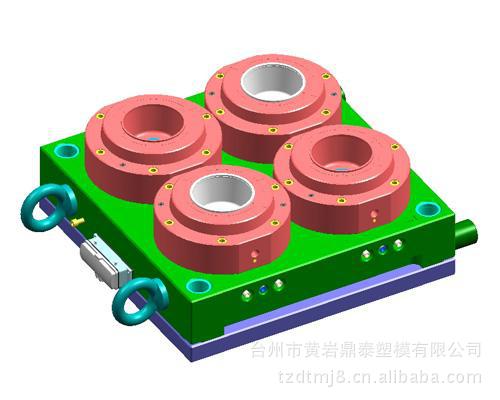


黄岩鼎泰塑模有限公司专业薄壁杯模具厂家,一次性塑料水杯模具加工定制,联系电话: QQ:63联系人:雨晴女士客户可提供图纸(3D或2D)或样品及要求条件来我司订做模具,同时为客户提供注塑加工。
开模就选鼎泰塑模有限公司,鼎泰员工将为您提供贴心的服务。
一模具生产设备:***的CNC加工中心,HC2000三坐标测量仪、大型精密电火花成型机、
线切割普通机床以及100T--2800T注塑机机群等等。
二模具材料:1国产模具钢:P20(预用)/2738/718/45#/60#/S136/H13(热模刚)/2738H/718H
等等;2进口模具钢718HH/2344/2738HH/2311/2316/2083等等。
三模具适合塑料原料:PP/PVC/ABS/PE/PC/PS/PET/PBT/PA6/PMMA/LDPE/HDPE/HIPS/EPE
EPES/UPVC等等。
四模具设计:CAM/CAD/CAE计算机辅助设计中心,专业模具设计工程师,结合塑料制品
外观和模具结构进行设计,包括塑料制品表面的缩影,模具脱模斜度,冷却系统的设计,
排气系统的设计,浇注系统的设计等等。
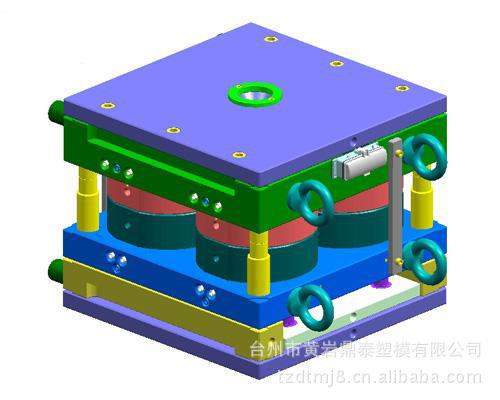
五模具构造:模具采用工字模结构,型腔和型芯选用P20或者718,滑块、导滑槽、镶件
采用2316或者H13热处理,导柱、导套、浇口套、拉料杆、复位杆采用SKD61标准件,
模架采用自作的标准模架。
六模具加工:主体与底盖装配采用双卡扣的形式,产品底壳双卡,上壳直插下来,不容易
错位,产品装配间隙均匀,工艺缝差0.5MM,一般塑料产品怕***,产品下的螺
丝柱及筋位容易出现***,的方法就是在螺丝柱的周围壁厚减少0.8-1 MM,其实
就是顶白,顶白的话,一般打光和脱模斜度,PP材料产品的脱模斜度至少要在0.5度以
上,ABS材料产品的脱模斜度至少要在1.5度以上,顶杆设计在产品周边(受力好
点的地方)。
七模具冷却系统设计:优化循环水冷却系统,在注塑生产时流动到每一个部位,确保冷却
效率以及冷却均匀性。
八模具保养:模具保养比模具维修更为重要,模具维修的次数越多,其寿命越短;而模具
保养得越好,其使用寿命就会越长。模具保养主要分三点:
1.模具的日常保养:各种运动部件如顶针、行位、导柱、导套加油,模面的清洁,运
水的疏道,这是模具生产时每天要维护的。
2.定期的保养:定期保养包括日常保养之外还要排气槽的清理,困气烧黑位加排气,损
伤、磨损部位修正等。
3.外观保养:模胚外侧涂油漆,以免生锈,下模时,定模动模应涂上防锈油,模具保存
时应闭合严实,防止灰尘进入型腔。
九模具生产进程:在模具生产过程中,以视频或图片的形式为客户全程提供模具生产情况。
十模具售后服务:在模具出运是免费配置一套易损件,如:模具顶杆、滑块、水嘴、堵头
等等,同时配送一本模具使用说明书。并在模具正常使用情况下免费保修一年
-
 价格面议广东省 东莞市
价格面议广东省 东莞市 -
价格面议安徽省 合肥市
-
价格面议广东省 深圳市
-
价格面议浙江省 金华市
-
价格面议广东省 深圳市
-
价格面议上海市 上海市
-
价格面议山东省 青岛市
-
价格面议浙江省 金华市
-
价格面议广东省 中山市
-
价格面议上海市 上海市