基本信息:
- 8-15天成型工艺重力铸造HT300表面处理喷砂
- 10000000(件)加工周期16天及以上消失模铸造公差0.2
详细信息:
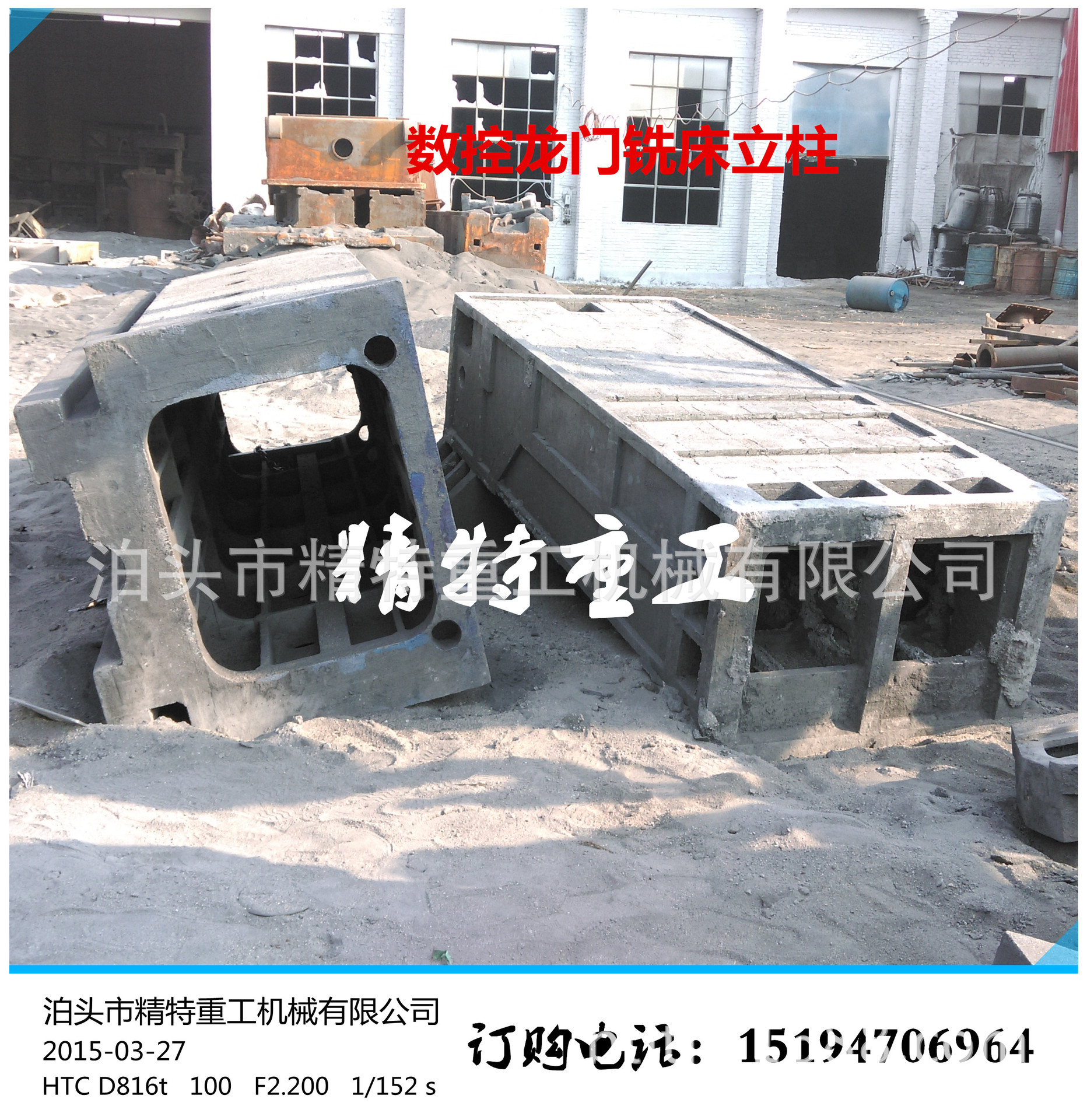
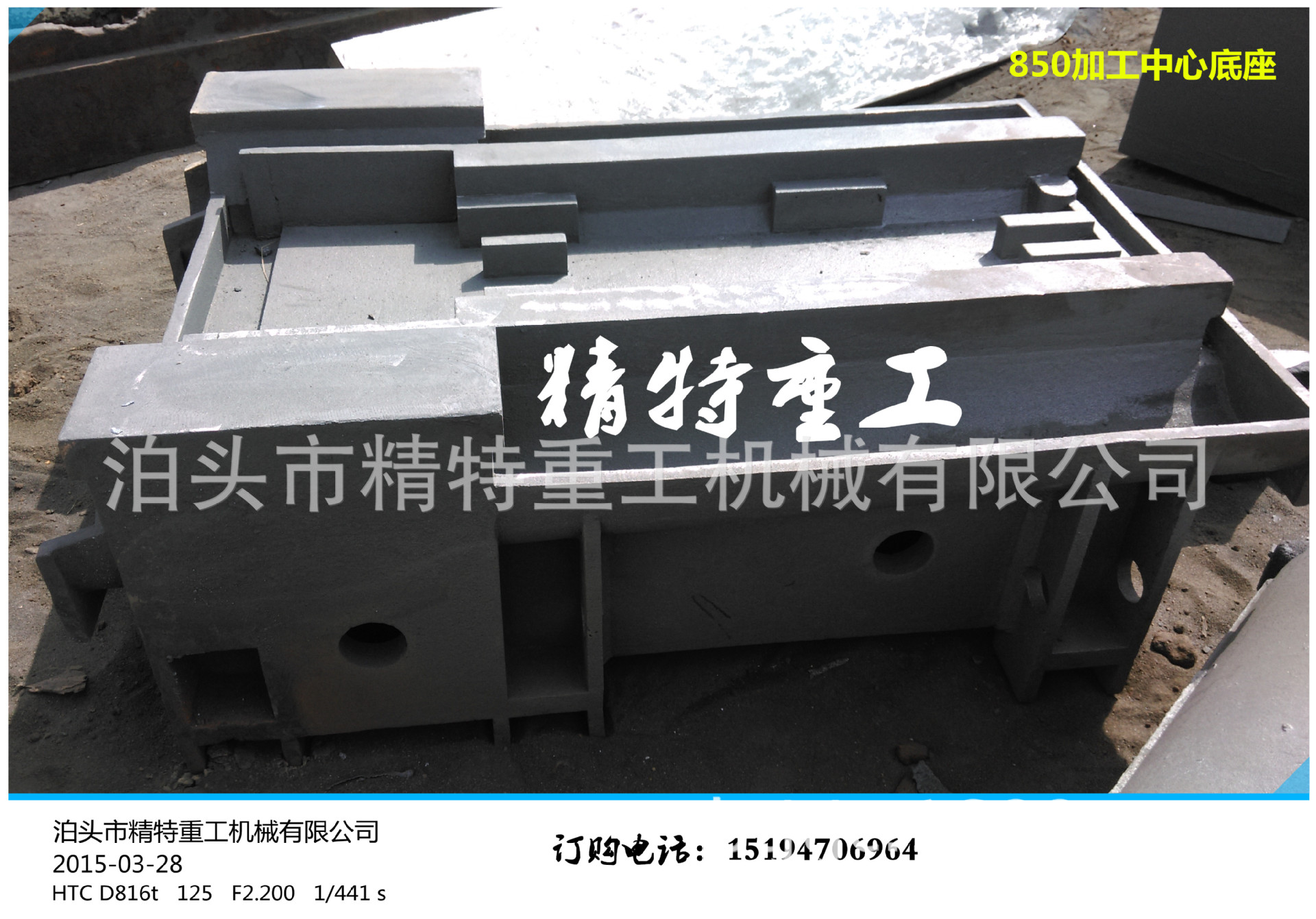
大型铸件、机床铸件的铸造加工工艺流程
一、大型铸件、机床铸件的铸造工艺
机床铸件生产是一个复杂的多工序组合的工艺过程,以下是简单的介绍:
1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制机床铸件工艺图;
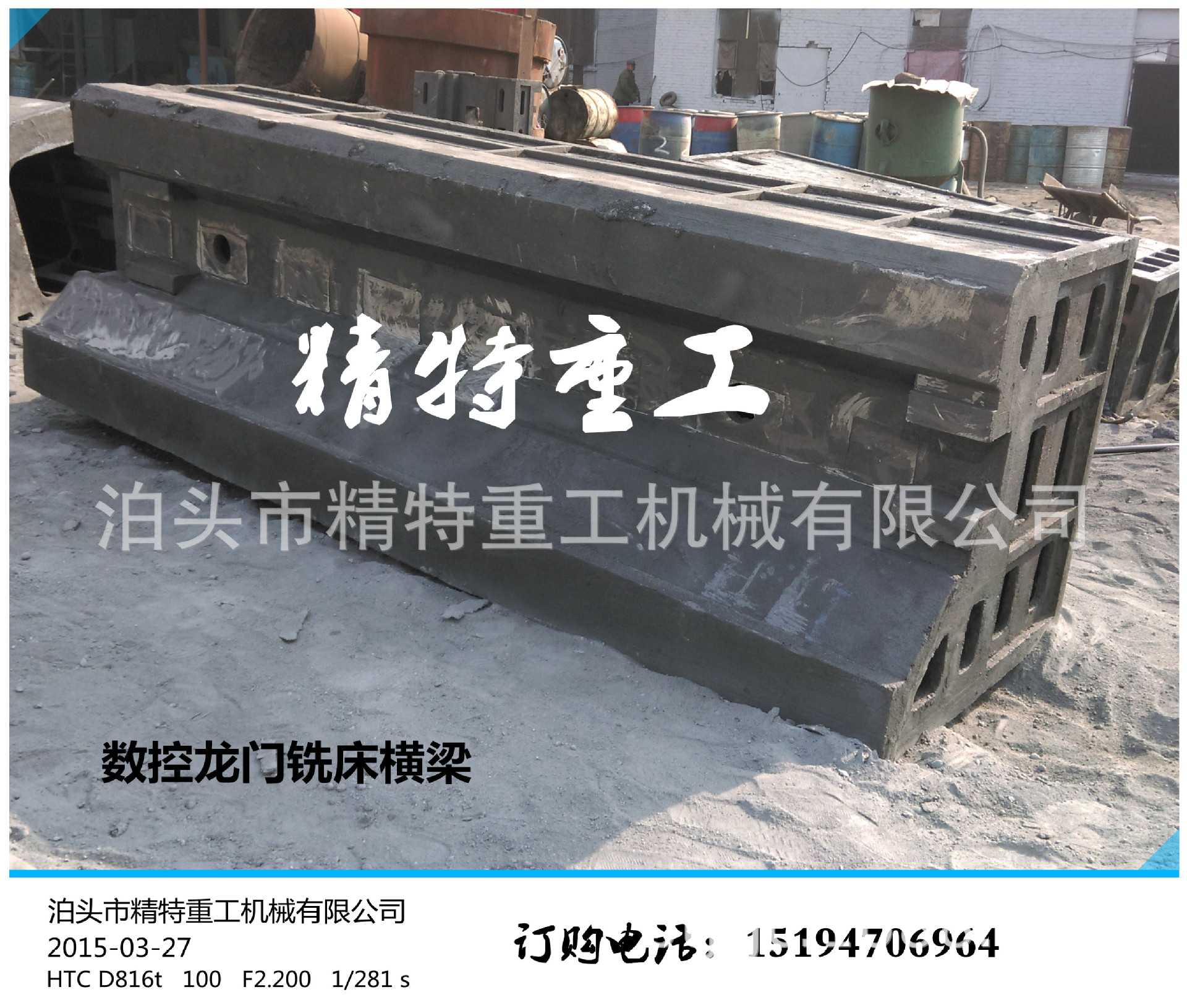
2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;
3)造型与制芯;现在是按图纸每种生产三件,采用消失模模型,批量生产后再制作铝模型。制芯采用树脂砂芯,树脂砂芯生产的铸件表面比较光滑。
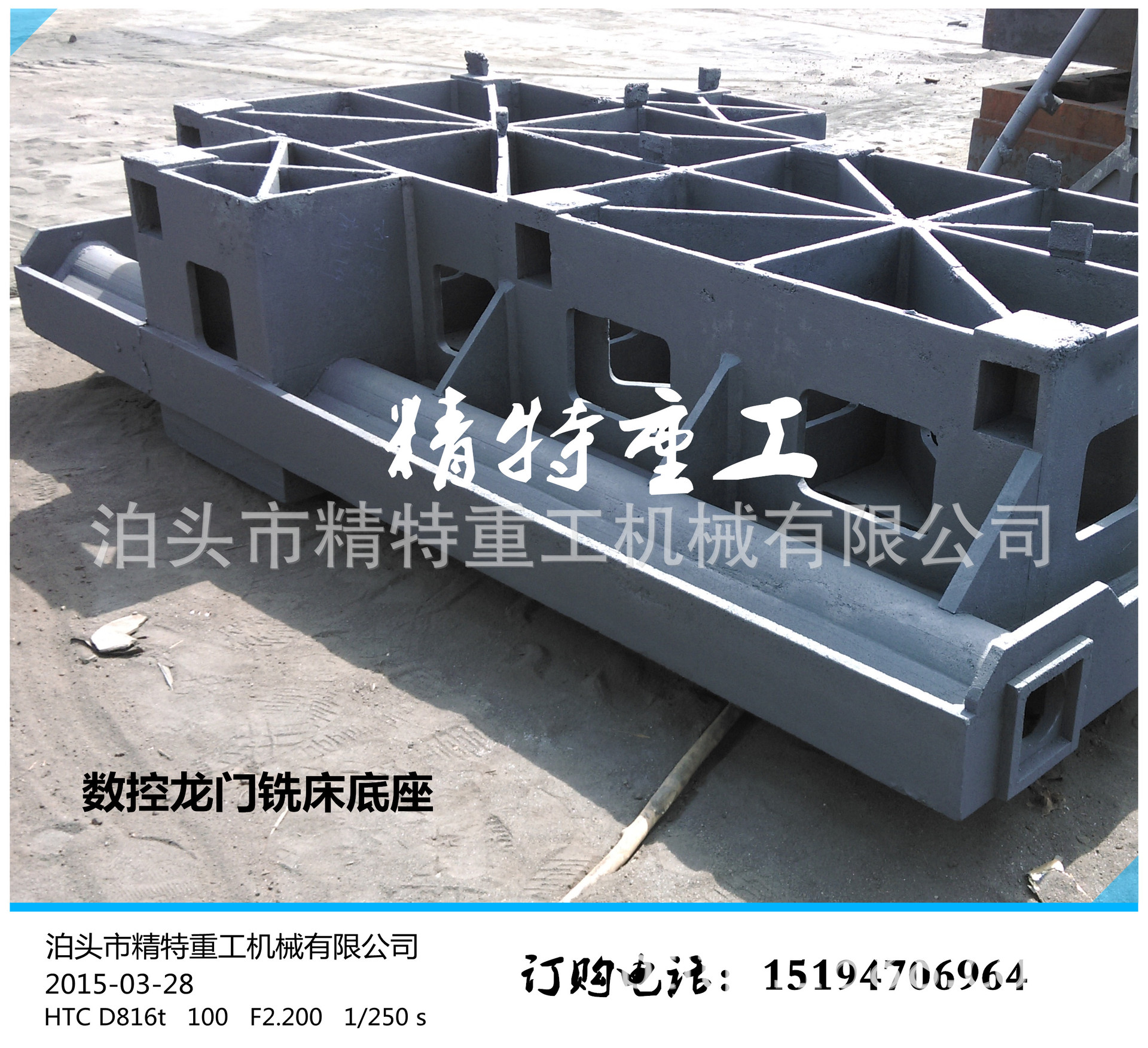
4)熔化与浇注;
成形原理
根据贵公司图纸我公司采用电炉铸造,电炉铸造的铸件没有气孔、沙眼和缩松现象。机床铸件生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成机床铸件的一种金属成形方法。
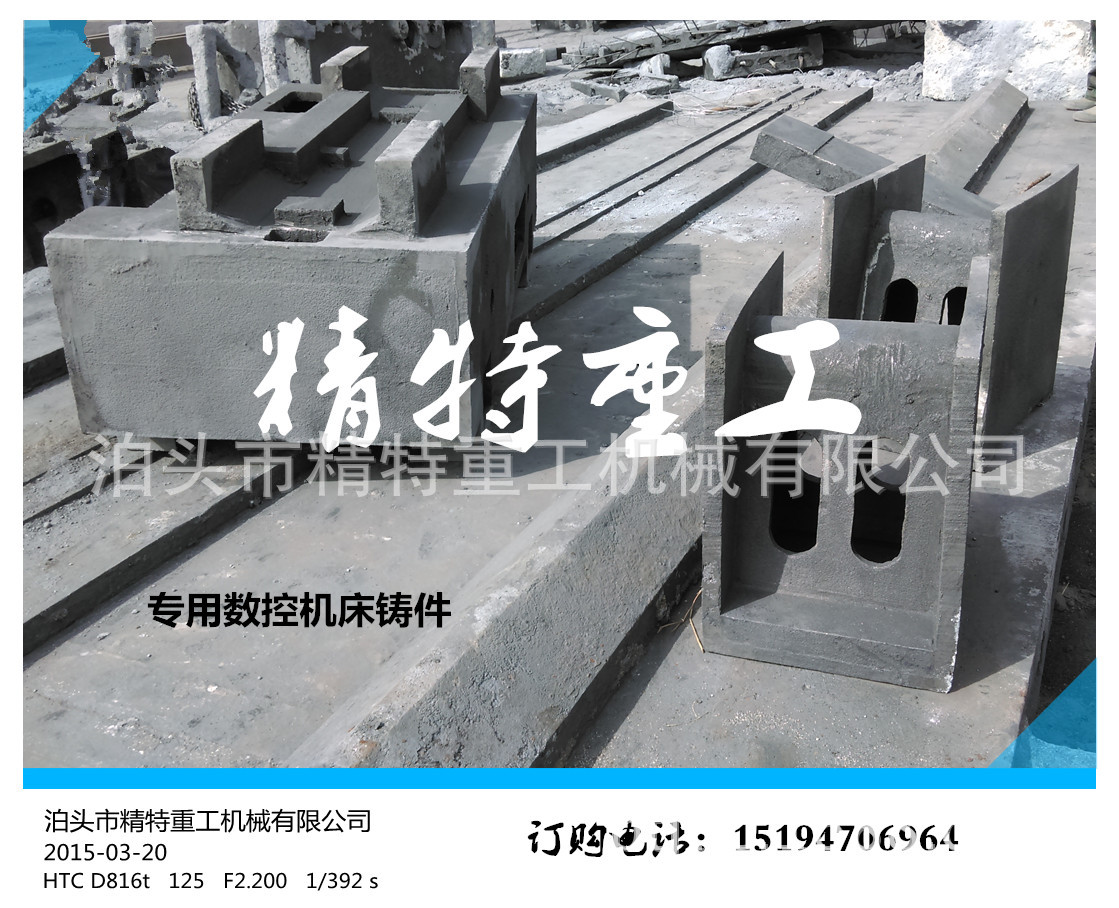
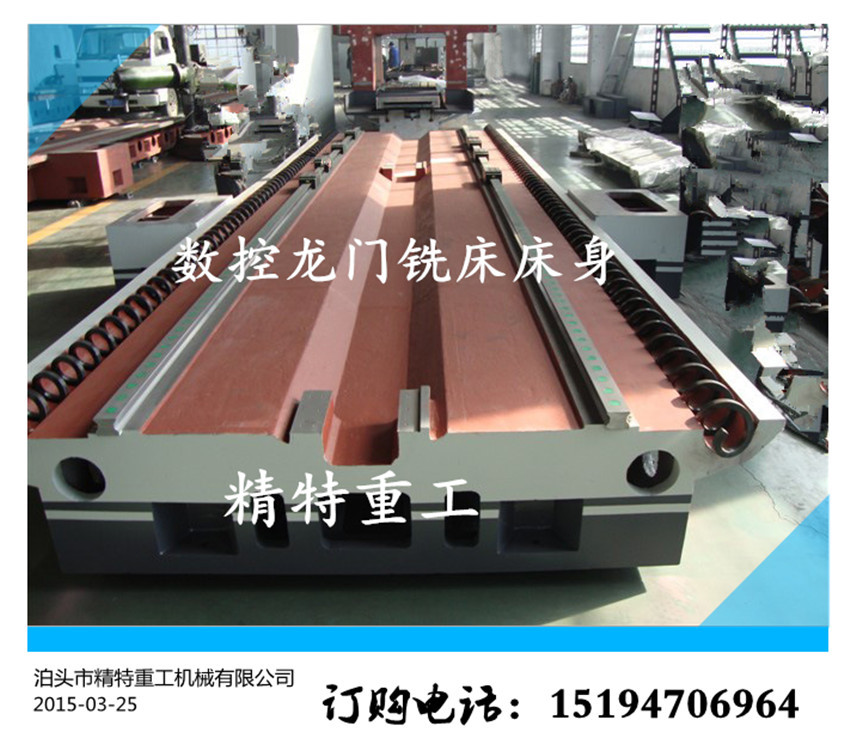
加工流程
铸件加工采用CNC数控龙门铣磨床母机加工。机床铸件加工之前先采用时效处理一次,以此消除铸件的内应力,增强铸件的韧性和抗拉力。
机床铸件做好次时效处理后,去机加工,也就是先进行粗加工,粗加工根据图纸留下一定的余量,也就是说粗加工根据图纸不要加工到位。机床铸件粗加工好后进行二次振动时效处理,二次振动时效处理是为了更加增强机床铸件的韧性和强度。机床铸件二次时效处理后再根据图纸进行精加工,精加工就是精铣和精磨,这次就要根据图纸要求加工到位了。
详情登陆精特重工网站查询订购:
网址:http:/// http:/// http:// http://




相关产品
-
 价格面议山东省 枣庄市
价格面议山东省 枣庄市 -
价格面议浙江省 金华市
-
价格面议广东省 深圳市
-
价格面议江苏省 泰州市
-
价格面议广东省 广州市
-
价格面议辽宁省 丹东市
-
¥6300/件河北省 沧州市
-
¥1/台山东省 枣庄市
-
¥20000/台山东省 枣庄市